

|
2015年12月27日,上汽通用别克昂科威于山东烟台正式装车出港,首次出口至美国、加拿大和墨西哥在内的北美市场。昂科威于去年10月国内上市,包括本次出口海外的车型,均在上汽通用东岳基地生产。上汽通用总经理王永清表示:“昂科威迈出国门,不仅是产品自身强质自强的过硬实力,也凸显出东岳基地、上汽通用制造乃至中国制造的全新升华。”在昂科威出口北美之际,网通社应邀参观上汽通用东岳生产基地,接下来小编会以一组“数字”,来解密被誉为工厂中“四星上将”的昂科威诞生地。
上海通用东岳基地,由上汽通用东岳汽车有限公司和上汽通用东岳动力总成有限公司两部分组成,由上汽集团、通用(中国)和上汽通用汽车分别出资25%、25%、50%共同建成。现拥有冲压、车身、油漆、总装四大整车生产工艺和铸造、锻造、发动机、变速箱等动力总成车间。产品涵盖别克昂科威、昂科拉和雪佛兰创酷、新爱唯欧、赛欧3、乐风RV6款车型,动力总成方面包括1.2L-1.8L S-Tec、Ecotec两大系列发动机以及四大系列S6手自一体变速箱等。
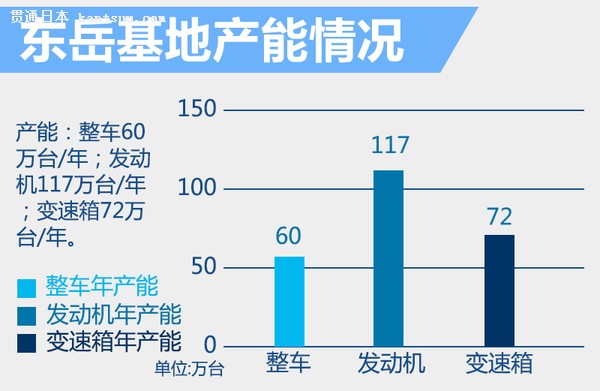
东岳生产基地的整车年产能60万台,发动机年产能117万台,变速箱年产能72万台。从2003年整车工厂建立以来,截至到今年8月已经累积生产突破350万台,而从2005年动力总成厂投产以来,整体动力总成生产已经达到1000万台。 冲压车间――精益生产,一次冲压三零件
东岳南厂冲压车间共有5条贯通式、全封闭式自动冲压线和2条开卷落料线,承担160余种车身覆盖件的冲压生产,生产节拍和自动换模时间平均指标均达到世界同类型设备先进水平。 昂科威的前/中/后地板三个零件在冲压车间的1号线实现了一模三件生产,一次冲压同时完成三个零件的成型工艺,贯彻了精益生产的理念,高效节能。铝板前盖冲压工艺:昂科威的铝质前盖密度为钢板的1/3,相对于传统钢盖减重7.5千克,令车辆减重、降低油耗。前盖内板工艺――三序成型、一次修边:昂科威的前盖内板模具采用了三序成型工艺,零件修边采用一次修边工艺,浮动废料刀设计,无碎屑,使前盖外观更加光滑、美观,并提高了产品品质。 车身车间――提供“多10%”的安全性能
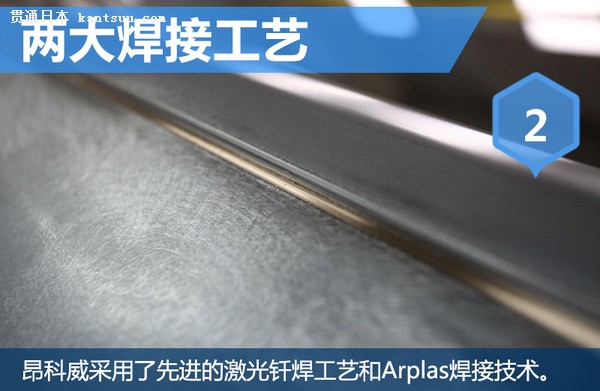
东岳北厂车身车间融合了当今先进的车身制造理念,首次采用了高密度机器人、GEO-pallet高速输送系统、5+1车型的总拼Gate设计等,拥有各类机器人465台。在这里,高柔性、高自动化的制造系统打造出别克昂科威“四纵八横”的车身安全结构,将成员舱全方位立体包覆。同时,昂科威车身大量采用高强度钢和镀锌板材,车身高强度钢材比例达到75%,不仅实现车身轻量化,还拥有优秀的防腐性能,提供“多10%”的安全性能。 车身车间通过采用大/小随行工装系统,进行地板分拼及总成、白车身传输,具有柔性强,传输速度快、精度高的优点,并具备质量追溯功能,以保证生产效率和生产质量。昂科威的发动机舱小型随行工装(Small GEO Pallet)采用高密度机器人工位,14台机器人同时进行焊接作业,每个生产节拍可完成200个焊点焊接,占用空间更小,工作效率更高。目前,此项工艺已在上汽通用烟台东岳北厂、沈阳北盛三期、武汉分公司等生产基地推广使用。 两大焊接工艺:车顶激光钎焊、Arplas焊
昂科威车顶采用了先进的激光钎焊工艺,确保高强度钢材以最优的结构相互拼合,使产品更加美观,同时增强密封性、提高焊接区域的强度,进一步提升驾驶座舱的安全性。 昂科威的导水槽和后盖牌照板使用了先进的Arplas焊接技术,利用专用设备在需焊接的零件单层板上冲出一个凸起,然后利用专用焊枪在冲出的凸起处将零件焊接起来。相比于传统外露的焊点,该技术的应用可以在保证焊接强度的前提下,令外表面平整无焊痕,而且最多可节约70%的能耗。 涂装车间――提高10%的隔音效果
昂科威采用了融合新材料与新工艺的LASD(Liquid Applied Sound Damper)液态隔音垫。它是使用机器人进行施工的一种液态车身隔音减震材料,替代传统的车内固态沥青消音层,在提高车辆性能的同时,具有绿色环保、重量轻、隔音防震效果好等特点。昂科威也是国内首批采用LASD材料的国产车型,这一新材料的适用,提高昂科威10%的隔音效果。 东岳北厂油漆车间采用先进的车身防腐工艺和技术设备,包括水性漆。较传统涂装工艺,水溶漆工艺的VOC(挥发性有机化合物)排放可减少80%以上,更加绿色环保。同时,昂科威油漆工艺执行业内领先的膜厚标准,提供给车辆优秀的外观表现的同时,大幅提高了车辆抵御大气腐蚀和化学腐蚀的能力,提高整车使用年限。 总装车间――100%质量检验
总装车间采用玻璃机器人自动涂底漆、涂胶,和备胎机器人自动化安装备胎。此外,上汽通用在国内率先使用了内饰平板-底盘吊架均可升降的多平台柔性化机运系统,其中内饰线的双向可升降大平板是国内首次采用,它可以根据装配工艺选择合适的高度,实现了多平台柔性化生产。 总装工艺将完成整车全部零件的装配,并进行100%质量检验。别克昂科威正是从这里驶下生产线,开始它畅行海内外市场的旅程。昂科威采用Pin-through net 定位方式进行底盘合装,通过精定位销直接贯穿底盘零件定位到车身底板,在拼装过程中精确同步,实现车身和底盘的精准定位和拼合,从而确保底盘优秀的操控性能,提升客户的驾乘体验。 在质量终检线,参观团还兴致勃勃地登上崭新下线的汽车,跟随质检员一起体验了车辆雨淋测试和坏路检测。在雨淋测试区内,360个喷嘴全方位密封测试,70秒内,5吨水,70倍模拟自然界暴雨雨量,确保汽车优良的密封性;坏路检测区内,质检员控制方向盘,整车按照“8字型”路线行进,检测方向盘的指向性,确保不存在异响。这些具有质检环节,让小编对上汽通用汽车的卓越品质有了更为深刻的认知和体验。(网通社 2015年12月28日 烟台报道) 文章标签:混合动力车型底盘装甲是什么非承载式车身 |
解密别克昂科威 "数说"上汽通用东岳工厂






汽车录入:贯通日本语 责任编辑:贯通日本语
相关文章
首搭eCloud云电子架构 昂科威S亮相百度测试基地
同比增长379.2% 中国一汽2月销售新车23.18万辆
计划明年建成 现代广州氢燃料电池生产基地动工
手工打造生产 凯迪拉克Celestiq预计三季度亮相
进入生产环节 极星品牌开放极星1全球预订通道
今年春季接订 奥迪e-tron GT全球首发亮相
5大智能焕新 别克昂科旗现已开启OTA升级推送
全球第二家 大众ID.3德累斯顿工厂正式下线
第三季度交付 岚图FREE批量试生产正式启动
2月9日全球首发 奥迪e-tron GT最新预告图发布
日本丰田汽车将接收飞机零部件生产企业的剩余劳动力
一季度生产 宝马V8性能怪兽M5 CS官图曝光
筹集260亿港元 恒大汽车与多名投资者签认购协议
重回美国市场 别克昂科威将于年内在美上市
现已开始生产 奥迪e-tron GT将于2月9日亮相
命名Trinity项目 大众确认研发全新电动旗舰车型
中德两国生产 梅赛德斯-奔驰EQA纯电SUV首发
出口至海外 特斯拉上海工厂将生产右舵Model 3
为“新员”让路 大众最后一辆e-Golf在德国下线
同比增长100% 红旗年度生产累计超过20万辆
面向海外的上汽宁德工厂 它的优势究竟在哪里
进入碳中和时代 奥迪e-tron GT于德国工厂量产
共25家!工信部对新能源汽车生产违规企业作处理
年产能达60万 大众ID.4家族佛山/安亭工厂投产
中国生产销往全球 DS 9价格/配置信息曝光









