 打印本文
打印本文  关闭窗口
关闭窗口 一分钟生产一辆车 探秘上海大众仪征工厂
车身车间:机械化国际化的舞台
经过冲压后的零件将进入车身车间。车身工艺指白车身的焊装工艺,是将冲压好的各种车身零件通过焊接工艺连接在一起的过程。打个通俗的比喻,如果说冲压工艺是将布料裁减成合适的片,那么车身工艺就是将这些布缝制成衣服,而衣服质量如何,还是要取决于缝制的针脚是否精细。

为了保证车身焊接工艺的精确性,车身车间大量采用了自动化的生产线,拥有近400台机器人,自动化率超过了70%。大量使用机器人自动焊接,确保了生产工艺和焊接的精度,生产的效率也更高。此外,大型零件的传递也都是由机械手完成的,避免了人工搬运过程中可能造成的钢板变形或刮伤。
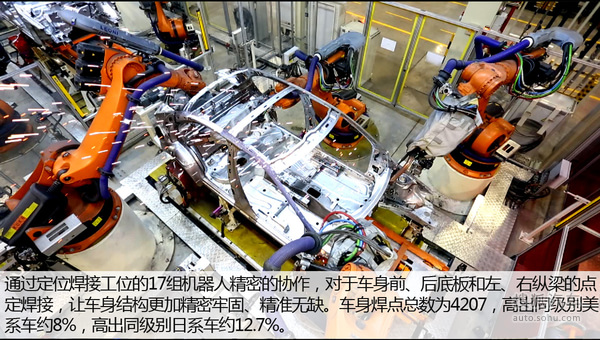
通过定位焊接工位的17组机器人精密的协作,对于车身前、后底板和左、右纵梁的点定焊接,让车身结构更加精密牢固、精准无缺。车身焊点总数为4207,高出同级别美系车约8%,高出同级别日系车约12.7%。此外,分布于车身主线的在线测量技术,在全车间的四个在线测量工位,通过14台测量机器人监控802个点,对白车身的重要尺寸实行100%监控。


在整个车身车间中,大众汽车上知名的激光焊接技术被普遍采用,即使是仅仅10万元级别的大众车型上也依旧不吝啬,激光焊接通过融化焊丝,使不同钢板之间的连接处达到了分子结合的状态。
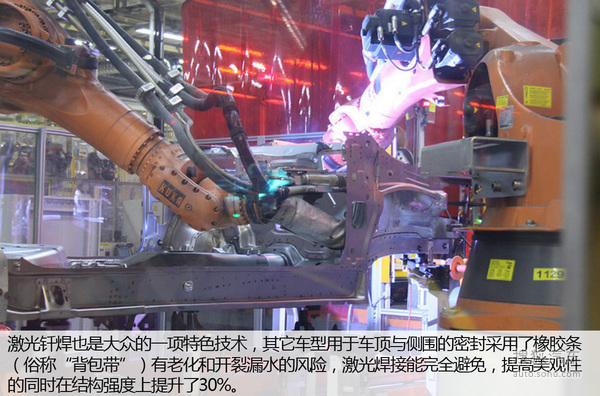
这样的焊接工艺可以将整个车身的钢性结构提高30%。目前在车顶、侧围、四门两盖等部位广泛采用了激光焊接工艺,不仅提高了车身的强度,也确保连接工艺焊缝的美观度和光洁度,同时焊接速度快、焊点美观都是其优点,不过激光焊接最大的缺点就是设备成本非常高,动辄几千万元一套,以至于目前技术只掌握在有实力的汽车生产商手中

除了激光焊接以外,车身车间还采用了大量精益的制造工艺。以门盖定位单面点焊工艺为例,这种工艺取代了传统的凝胶工艺,可以有效防止门盖内外板之间的窜动,让产品表面无焊核,外观美观。同时尺寸控制更精确,质量稳定。同时,相对凝胶工艺,能减少98%毒气排放,且不受外界环境温度变化的影响。
上一页 [1] [2] [3] [4] [5] 下一页 尾页
打印本文 关闭窗口